
Технология позволяет на существующих предприятиях увеличить выпуск заготовок поршневых колец в 4 – 6 раз по сравнению с технологией двойной заготовки. Оборудование может встраиваться в автоматическую и механизированную линию.
При использовании технологического процесса литья в песчано-глинистые формы (ПГФ) «маслота» представляет собой тонкостенную втулку, рис. 1а, из серого или высокопрочного чугуна высотой 32-40 мм, которая после снятия литейных уклонов величиной 1 – 2°, на специальных токарных станках разрезается на 4 – 6 заготовок поршневых колец в зависимости от их толщины.


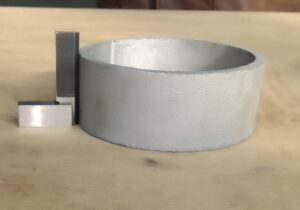
В результате испытаний оборудования ОАО «БЕЛНИИЛИТ», разработанного технологического процесса получения форм для отливок маслота без литейных уклонов, рис. 2, получены отливки маслот с размерами: диаметр 110 мм, высота 32 мм, толщина стенки 6,5 мм, рис. 2. Экспериментами установлено, что оптимальная высота маслот при этом технологическом процессе должна составлять 32 – 35 мм. При высоте более 35 мм изменяется структура металла по высоте отливки, что может привести к разным по качеству поршневым кольцам после механической обработки.
Формовочный комплекс работает в автоматическом режиме. Согласно циклограмме, комплекс может производить 25 вертикальных стопочных форм в час. Стопка состоит из 13 полуформ, нижняя полуформа металлом не заливается. Размер опоки 370 × 395 × 45 мм, а высота формы около 50 мм. Толщина формы регулируется в автоматическом режиме.





Технические характеристики комплекса
| Режим работы комплекса | автоматический |
| Тип машины формовочной | трехпозиционная
карусель |
| Способ формообразования | прессование |
| Тип привода | гидравлический,
пневматический, электрический |
| Время изготовления одной формы, с | 6,5 |
| Размер опоки в свету, мм
длина ширина |
395 370 |
| Литейные уклоны на моделях | отсутствуют |
| Высота опоки, мм | 45 |
| Максимальная высота стопки форм, мм | 650 |
| Максимальная высота модели, мм | 32 |
| Максимальный диаметр модели, мм | 110 |
| Установленная мощность, кВт | 24 |
| Габаритные размеры комплекса без гидростанции и шкафа управления, мм | |
| длина | 4095 |
| ширина | 2305 |
| высота | 2865 |
| Масса комплекса, кг | 5600 |
| Количество обслуживающего персонала, человек | 1 |
Формовочная машина и манипулятор функционально связаны между собой. Управление выполнением очерёдности операций осуществляется с панели оператора. Процесс уплотнения и вытяжки моделей является ноу-хау ОАО «БЕЛНИИЛИТ».
Твердость форм имеет высокие и равномерные показатели по толщине и площади со стороны лада и контрлада опоки и составляет до 98 единиц. При изготовлении форм применялись сырые песчано-глинистые формовочные смеси с прочностью 1,0 – 1,4 кг/см2





Разработанный манипулятор можно применять на действующих литейных предприятиях для оснащения работающих формовочных машин модели 4812 для исключения тяжелого и монотонного труда оператора.
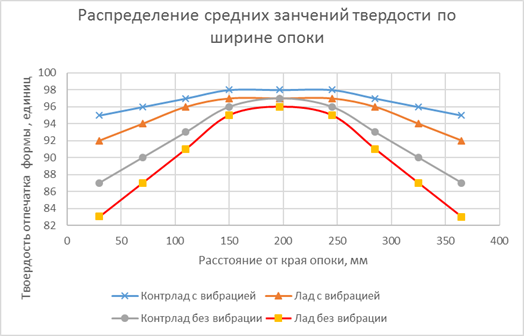
Во время отработки технологии формообразования проводились исследования на предмет влияния наличия вибрации на показатели значений твердости поверхности формы со стороны лада и контрлада опоки, определялось оптимальное усилие прессования для получения качественной формы.
Конструкция системы управления формовочной машиной позволяет адаптировать процесс уплотнения и засыпки под различные свойства сырых песчано-глинистых формовочных смесей применяемые в литейном производстве.
В итоге проведенных работ установлено, что наличие вибрации при прессовании практически не влияет на показания твердости формы в ее центральной части и имеет существенное значение на периферии опоки и в местах расположения моделей, а также между моделью и опокой. Разница в центре и на периферии опоки с вибрацией и без нее достигает до 8-9 единиц твердости. Что не приемлемо для производства отливок поршневых колец. Разница в твердости объясняется физическими процессами текучести песчано-глинистой формовочной смеси в трудноуплотняемых местах при уплотнении смеси прессованием, уменьшением ее коэффициента внутреннего трения. Вибрация придает частицам смеси вынужденные колебания и способствует равномерному предварительному распределению смеси в опоке в процессе ее засыпки, увеличению ее текучести в процессе деформации прессованием с учетом конструктивных особенностей уплотняющего узла новой машины.
Сравнение технологических процессов, существующего и нового
1. Производство вертикальных стопочных форм на формовочных машинах модели 4812 для получения одинарных и двойных заготовок поршневых колец. Существующий технологический процесс.


Количество поршневых колец после разрезки сдвоенной заготовки – 2 единицы. Максимальная высота отливки – 14,8 мм. Время изготовления одной полуформы – 6 секунд. Количество полуформ в стопке – 17 шт. Вес одной полуформы – 7 кг. Размер опок в свету 395´345 мм. Высота опоки –30 – 35 мм. Операции разборки выбитых стопок и сборки полуформ в стопку осуществляется оператором вручную или манипулятором.



Количество поршневых колец после разрезки маслотной заготовки – до 6 единиц. Максимальная высота отливки – 32 мм. Время изготовления одной полуформы – 6,5 секунд. Количество полуформ в стопке – 13 шт. Вес одной полуформы – 20 кг. Размер опок в свету 395´370 мм. Высота опоки – 45 мм. Операции разборки выбитых стопок и сборки полуформ в стопку осуществляется манипулятором. Действия оператора заключаются в наблюдении за комплексом или несколькими формовочными линиями.
Достоинства применяемой технологии и оборудования ОАО «БЕЛНИИЛИТ»: